131 1300 0010
半导体技术和能力的进步为工业应用(特别是状态监控解决方案)检测、测量、解读、分析数据提供了新的机会。基于MEMS技术的新一代传感器与诊断预测应用的先进算法相结合,扩大了测量各种机器和提高能力的机会,有助于高效监控设备,延长正常运行时间,增强过程质量,提升产量。
为了实现这些新能力并获得状态监控的益处,新解决方案必须准确、可靠、稳健,以便实时监控能够扩展到对潜在设备故障的基本检测之外,提供富有洞察力和可操作的信息。新一代技术的性能与系统级洞察力相结合,有助于人们更深入地了解解决这些挑战所需的应用和要求。
振动是机器诊断的关键要素之一,已被可靠地运用于监控各种工业应用中的最关键设备。有大量文献来支持实现高级振动监控解决方案所需的各种诊断和预测能力。但是,关于振动传感器性能参数(如带宽和噪声密度)与最终应用故障诊断能力之间关系的文献则不是很多。本文介绍工业自动化应用中的主要机器故障类型,并确定了与特定故障相关的振动传感器关键性能参数。
下面重点介绍几种常见故障类型及其特性,以便深入了解开发状态监控解决方案时必须考虑的一些关键系统要求。所述故障类型包括但不限于不平衡、未对准、齿轮故障和滚动轴承缺陷。
不平衡
什么是不平衡,什么原因导致不平衡?
不平衡是指质量分布不均匀,会导致载荷使质心偏离旋转中心。系统不平衡可归因于安装不当(例如联轴器偏心)、系统设计错误、部件故障,甚至碎屑或其他污染物的累积。举例来说,大多数感应电机内置的散热风扇可能由于灰尘和油脂的不均匀积聚或扇叶损坏而变得不平衡。
为什么不平衡系统是一个问题?
不平衡系统会产生过大振动,这些振动会机械耦合到系统内的其他部件,如轴承、联轴器和负载,进而可能导致处于良好运行状态的部件加速劣化。
如何检测和诊断不平衡
整体系统振动增加可能表明存在由不平衡系统引起的潜在故障,但振动增加的根本原因需要通过频域分析来诊断。不平衡系统以系统的旋转速率(通常称为1×)产生一个信号,其幅度与旋转速率的平方成比例,F = m×w2。1×分量在频域中通常总是存在,因此,通过测量1x和谐波的幅度可以识别不平衡系统。如果1×的幅度高于基线测量且谐波远小于1×,则很可能存在不平衡系统。水平和垂直相移振动分量也可能出现在不平衡系统中1。
诊断不平衡系统时须考虑哪些系统规格?
噪声必须很低,以便降低传感器的影响并支持检测由不平衡系统产生的小信号。这对于传感器、信号调理和采集平台非常重要。
为了检测微小的不平衡,采集系统需要有足够高的分辨率来提取信号(尤其是基线信号)。
另外还需要足够的带宽来捕获充分的信息(不光是旋转速率),以提高诊断的准确性和可靠性。1×谐波可能受其他系统故障的影响,例如未对准或机械松动,因此分析旋转速率(或1×频率)的谐波可以帮助区分系统噪声和其他潜在故障1。用于慢速旋转机器,基本旋转速率可能远低于10 rpm,这意味着传感器的低频响应对于捕获基本旋转速率至关重要。ADI公司的MEMS传感器技术可以检测低至直流的信号,并能够测量较慢的旋转设备,同时还能测量宽带宽,以获得通常与轴承和齿轮箱缺陷相关的更高频率内容。
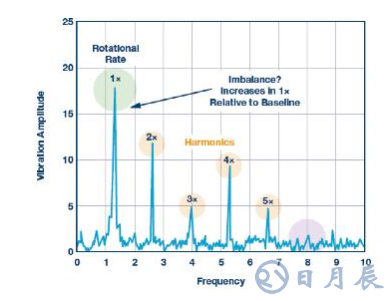
图1.旋转速率或1X频率的幅度增加可能意味着存在不平衡系统。
未对准
什么是未对准,什么原因导致未对准?
顾名思义,当两根旋转轴未对准时,就会发生系统未对准现象。图2显示了一个理想的系统,其中从电机开始对准,然后是轴、联轴器,一直到负载(本例中是泵)。
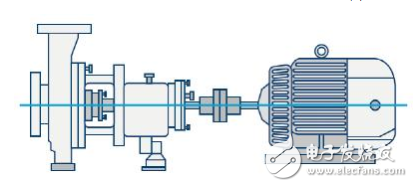
图2.理想的对准系统
未对准可以在平行方向和角度方向上发生,也可以是两者的组合(参见图3)。当两根轴在水平或垂直方向上错位时,称为平行未对准。当其中一根轴与另一根轴成一个角度时,称为角度未对准2。
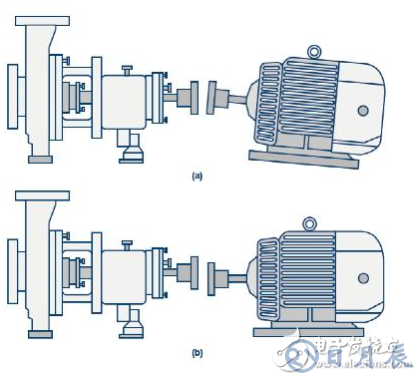
图3.不同未对准示例,包括(a)角度、(b)平行或两者的组合。
为什么未对准是一个问题?
未对准误差可能会迫使部件在高于最初设计能力的应力或负载下工作,从而影响更大的系统,最终可能导致过早失效。
未对准误差通常表现为系统旋转速率的二次谐波,称为2×。2x分量在频率响应中不一定存在,但当它存在时,其与1x的幅度关系可用来确定是否存在未对准。增加的对准误差可以将谐波激励到10×,具体取决于未对准的类型、测量位置和方向信息1。图4突出显示与潜在未对准故障相关的特征。
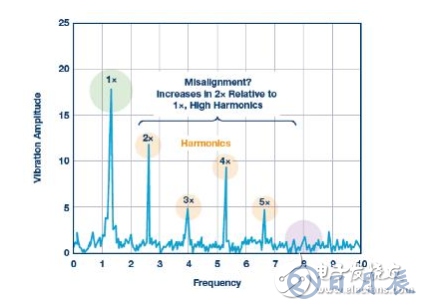
图4.不断增加的2×谐波加上不断增加的更高次谐波,表明可能存在未对准现象。
诊断未对准系统时须考虑哪些系统规格?
为了检测细小的未对准,需要低噪声和足够高的分辨率。机器类型、系统和工艺要求、旋转速率决定了允许的未对准容差。
另外还需要足够的带宽来捕获充分的频率范围,以提高诊断的准确性和可靠性。1×谐波可能受其他系统故障的影响,例如未对准,因此分析1×频率的谐波有助于区分其他系统故障。这尤其适合于较高转速的机器。例如,为了准确可靠地检测不平衡,转速超过10,000 rpm的机器(机床等)通常需要2 kHz以上的高质量信息。
系统相位与方向性振动信息相结合,可进一步改善对未对准误差的诊断。测量机器上不同点的振动并确定相位测量值之间或整个系统内的差异,有助于深入了解未对准是角度、平行还是两种未对准类型的组合1。
什么是滚动元件轴承缺陷,什么原因导致这些缺陷?
滚动元件轴承缺陷通常是机械引起的应力或润滑问题的假象,这些问题在轴承的机械部件内产生小裂纹或缺陷,导致振动增加。图5提供了滚动元件轴承的一些示例,并显示了若干可能发生的缺陷。

图5.(上)滚动元件轴承和(下)润滑与放电电流缺陷的示例
为什么滚动元件轴承故障是一个问题?
滚动元件轴承几乎在所有类型的旋转机械上都会使用,从大型涡轮机到慢速旋转电机,从相对简单的泵和风扇到高速CNC主轴。轴承缺陷可能是润滑污染(图5)、安装不当、高频放电电流(图5)或系统负载增加的迹象。故障可能导致灾难性的系统损坏,并对其他系统部件产生重大影响。
如何检测和诊断滚动元件轴承故障?
有多种技术可用来诊断轴承故障,并且由于轴承设计背后的物理特性,每个轴承的缺陷频率可以根据轴承几何形状、旋转速度和缺陷类型来计算,这有助于诊断故障。轴承缺陷频率如图6所示。
对特定机器或系统的振动数据的分析,常常依赖于时域和频域分析的结合。时域分析可用来检测系统振动水平整体增加的趋势。但是,这种分析包含的诊断信息非常少。频域分析可提高诊断洞察力,但由于其他系统振动的影响,确定故障频率可能很复杂。
对于轴承缺陷的早期诊断,使用缺陷频率的谐波可识别早期或刚出现的故障,从而在灾难性故障发生之前对其进行监控和维护。为了检测、诊断、了解轴承故障的系统影响,包络检测(如图7所示)等技术与频域中的频谱分析相结合,通常可提供更具洞察力的信息。
诊断滚动元件轴承故障时须考虑哪些系统规格?
低噪声和足够高的分辨率对于早期轴承缺陷检测至关重要。在缺陷刚刚出现时,缺陷特征的幅度通常很低。由于设计容差,轴承固有的机械滑动会将幅度信息传播到轴承频率响应中的多个仓,从而进一步降低振动幅度,因此要求低噪声以便较早地检测到信号2。
带宽对于轴承缺陷的早期检测至关重要。在旋转期间,每次撞击缺陷时,都会产生包含高频内容的脉冲(参见图7)。对轴承缺陷频率(而非旋转速率)的谐波进行监测可发现这些早期故障。由于轴承缺陷频率与旋转速率之间的关系,这些早期特征可以在数千赫兹范围内出现,并延伸到10 kHz到20 kHz范围之外2。即使是低速设备,轴承缺陷的固有性质也要求较宽带宽以便及早检测到缺陷,避免系统谐振和系统噪声(会影响较低频段)的影响3。
动态范围对于轴承缺陷监测也很重要,因为系统负载和缺陷可能影响系统所经受的振动。负载增加会导致作用在轴承和缺陷上的力增加。轴承缺陷也会产生冲击,激发结构谐振,放大系统和传感器所经受的振动2。随着机器在停止/启动情况下或正常运行期间的速度上升和下降,变化的速度会为系统谐振激发创造潜在的机会,导致更高幅度的振动4。传感器的饱和可能导致信息丢失、误诊断,在某些技术的情况下甚至会损坏传感器元件。
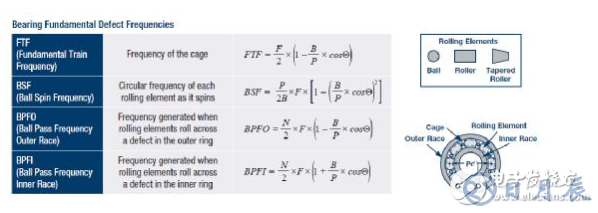
图6.轴承缺陷频率取决于轴承类型、几何形状和旋转速率。
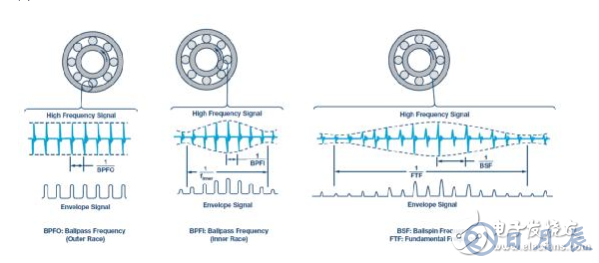
图7.诸如包络检测之类的技术可以从宽带宽振动数据中提取轴承早期缺陷特征。
齿轮缺陷
什么是齿轮缺陷,什么原因导致齿轮缺陷?
齿轮故障通常发生在齿轮机构的齿节中,原因有疲劳、剥落或点蚀等。其表现为齿根出现裂缝或齿面上有金属被削除。造成的原因有磨损、过载、润滑不良和齿隙,偶尔也会因为安装不当或制造缺陷而引起5。
为什么齿轮故障是一个问题?
齿轮是许多工业应用中动力传递的主要元件,承受着相当大的应力和载荷。齿轮的健康状况对整个机械系统的正常运行至关重要。可再生能源领域有一个众所周知的例子,造成风力涡轮机停机(以及相应的收入流失)的最大因素是主动力系统中多级齿轮箱的失效5。类似的考量也适用于工业应用。
如何检测和诊断齿轮故障?
由于难以将振动传感器安装在故障附近,以及系统内多种机械激励引起的相当大背景噪声的存在,齿轮故障的检测很棘手。在更复杂的齿轮箱系统中尤其如此,其中可能有多个旋转频率、齿轮比和啮合频率6。因此,检测齿轮故障可能要采用多种互补的方法,包括声发射分析、电流特征分析和油渣分析。
在振动分析方面,加速度计通常安装在齿轮箱壳体上,主要振动模式是轴向振动7。健康齿轮产生的振动特征的频率是所谓齿轮啮合频率,等于轴频率和齿轮齿数的乘积。通常还存在一些与制造和组装容差相关的调制边带。健康齿轮的这些情况如图8所示。当发生齿裂纹之类的局部故障时,每次旋转中的振动信号将包括系统对相对低能级的短时冲击的机械响应。这通常是低幅度宽带信号,一般被认为是非周期性和非静态的7,8。
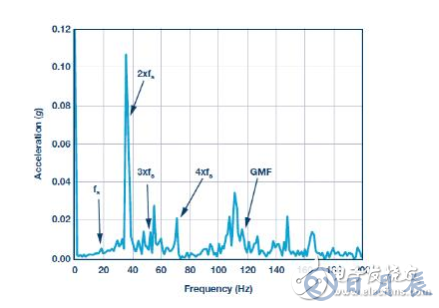
图8.健康齿轮的频谱,曲轴转速为~1000 rpm,齿轮转速为~290 rpm,齿轮齿数为24。
由于这些特性,仅凭标准频域技术并不能精确识别齿轮故障。由于冲击能量包含在边带调制中,其中还可能包含来自其他齿轮对和机械部件的能量,因此频谱分析可能无法检测早期齿轮故障。时域技术(例如时间同步平均)或混合域方法(例如子波分析和包络解调)一般更合适9。
一般来说,宽带宽对齿轮故障检测非常重要,因为齿轮齿数在频域中是乘数。即使对于相对低速的系统,所需的检测频率范围也会快速上升到数kHz区域。此外,局部故障进一步扩展了带宽要求。
出于多种原因,分辨率和低噪声极其关键。将振动传感器安装在特定故障区域附近是很困难的,这意味着机械系统可能会使振动信号发生较高程度的衰减,因此能够检测低能量信号至关重要。此外,由于信号不是静态周期信号,因此不能依赖于从高本底噪声中提取低幅度信号的标准FFT技术,传感器本身的本底噪声必须很低。在混合了不同元件的多个振动特征的齿轮箱环境中尤其如此。除了这些考虑因素之外,早期检测的重要性不仅仅是出于资产保护的原因,还出于信号调理的原因。已经证明,单齿断裂故障的情况与两个或更多齿断裂的故障情况相比,前者的振动严重程度可能更高,这意味着在早期进行检测可能相对更容易。
结语
虽然常见,但不平衡、未对准、滚动元件轴承缺陷和齿轮齿节故障只是高性能振动传感器可以检测和诊断的许多故障类型中的几种。更高传感器性能与适当的系统级考量相结合,有助于实现新一代状态监控解决方案,让人们更深入了解各种工业设备和应用的机械运作。这些解决方案将改变维护的执行方式和机器的运行方式,最终减少停机时间,提高效率,并使下一代设备具备新能力。
表1.对每个传感器参数的要求
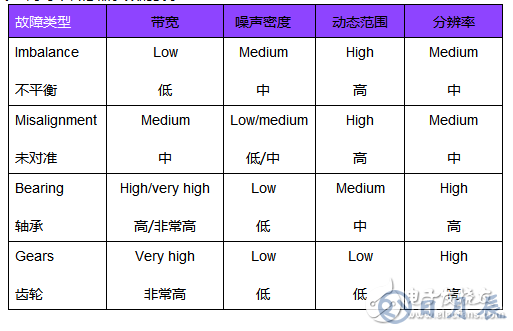
对于表1,一般认为低带宽小于1 kHz,中带宽介于1 kHz到5 kHz之间,高带宽大于5 kHz。低噪声密度大于1 mg/√Hz,中等噪声密度介于100 μg/√Hz到1 mg/√Hz之间,高噪声密度小于100 μg/√Hz。低动态范围小于5 g,中等动态范围在5 g到20 g之间,高动态范围大于20 g。
参考文献
1 Jason Mais。“频谱分析:光谱分析的主要特性”。SKF USA, Inc. 2002年。
2 Robert Bond Randall。基于振动的状态监控:工业、航空航天和汽车应用。John Wiley & Sons, Ltd. 2010年12月。
3 Scott Morris。“SKF纸浆和造纸实践”。SKF全球纸浆和造纸部门,第19期,2016年。
4 Chris D. Powell、Erik Swanson和Sorin Weissman。“旋转机械临界速度和模式实用综述”。声音与振动,2005年5月。
2015 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Torino, pp. 297-303, 2015.
5 Shahin Hedayati Kia、Humberto Henao和Gérard-André Capolino。“在基于感应电机的系统中使用电子特征分析进行齿轮故障检测的趋势”。2015 IEEE电机设计、控制和诊断研讨会(WEMDCD),都灵,第297-303页,2015年。
7 Giorgio Dalpiaz、Alessandro Rivola和Riccardo Rubini。“用于齿轮局部故障检测的振动处理技术的有效性和灵敏度”。机械系统和信号处理,第14卷,第3期,2000年。
8 Wenyi Wang。“使用共振解调技术及早检测齿轮齿裂纹”。机械系统和信号处理,第15卷,第5期,2001年。
9 Kiran Vernekar、Hemantha Kumar和K. V. Gangadharan。“基于振动分析和连续子波变换的齿轮故障检测”。Procedia Materials Science,第5卷,2014年。
Pete Sopcik
Pete Sopcik [pete.sopcik@analog.com]是ADI公司状态监控部门的营销经理。他负责为工业应用中实现状态监控所需的传感器、信号链和解决方案提供战略支持。在此之前,Pete在ADI公司的若干不同领域工作了11年,从集成高速转换器和传感器模块的设计与开发到系统级解决方案的项目管理,包括基于MEMS的惯性测量单元。他拥有佛罗里达大学电气工程学士学位和威克森林大学工商管理硕士学位。
Dara O’Sullivan
Dara O’Sullivan [dara.osullivan@analog.com]是ADI公司自动化与能源业务部互连运动和机器人团队的系统应用经理。其专长领域是工业运动控制应用的功率转换、控制和监测。他拥有爱尔兰科克大学工程学士、工程硕士和博士学位。自2001年起,他便从事研究、咨询和工业领域的工业与可再生能源应用方面的工作。

