131 1300 0010
连接器应用十分广泛,从小到无线蓝牙耳机大到火箭军工等领域都存在着它的身影,而连接器关键的部件就是它的接触点也就是端子。近20年连接器厂家轩业多年制造经验对于端子压接工艺有一些心得体会与大家分享。

连接器厂家告诉您压接过程中容易出现的问题及解决方法:
1、 压接高度过小或过大 主要是由于压接机是否设置正确或者模具摆放的位置高度造成的,解决方法很简单:调整压接机上的导体压接高度。在首次使用压接机进行工作时,使用游标卡尺或千分尺检验压接高度在规定范围内,按要求频度重新检查,确保正确的压接高度。
2、 绝缘层高度过大或过小 由于绝缘类型和厚度的多样性,连接器厂家一般不会提供绝缘层的压接高度。过小的绝缘压接区会使绝缘压接区中金属应力过大,消弱应力释放功能。许多压接工具可以独立于导体压接高度从而调节绝缘压接高度。较好的方法是IDT技术。
3、 线芯松散 线芯松散使另一个常见问题。如果线芯没有完全封闭在导体压接区,压接件的强度和电流负载能力都会大幅降低。解决方法也比较容易,只需重新收拢线缆成束,然后插入进行压接的端子中。
4、 剥线长度过短 这个问题容易导致端接达不到规定的拉拔力,因为线缆与端子之间的金属间接触减少了。解决办法:增大剥线设备的剥线长度至该端子的规定值。
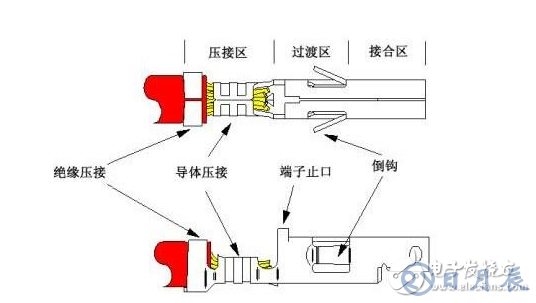
5、 线缆插入过深这个问题容易使得额定电流和线缆拉拔力降低。要解决这个问题,确认没有使用过大的力将线缆插入压接机而是指超过压接机线缆止口,或者调节线缆止口的位置使之正确地轴向定位已剥皮的线缆。
6、 过度弯曲端子 这个问题容易使端子很难插入外壳中,容易引起端子碰撞。解决方法:调节压接机上的限制销的位置即可。
7、 压接过于靠前 容易早成过渡区的局部被损坏,解决方法:放松可互换工具基板,重新对准压着机。
8、 喇叭口过小或过大 过小容易导致割断线缆,过大会减小端子与线缆的接触面积,线缆拉拔力变小。解决方法:确认压着高度正确,也可能是工具磨损造成的应当更换工具
9、 尾料过长 尾料过长会引起端子碰撞干涉端子结合。解决方法:调节压着机基板使端子在压着机正确居中。
10、倒钩弯曲会造成连接器失效、影响端子完全锁入塑料外壳的能力。解决方法:如果是压着机上出现损坏,只需调节摩擦轮的松紧度,如果出在捆扎过程,需要采用更小的线束或改进搬运程序。

