131 1300 0010
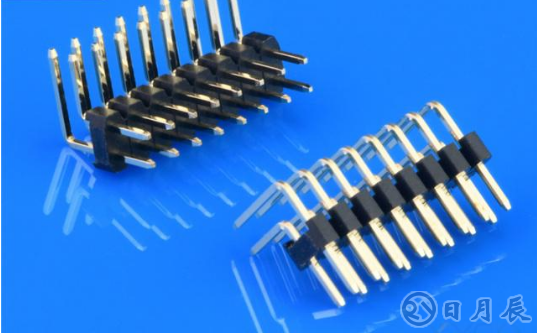
排针排母的使用也是非常的广泛,在电路板中最为常见。品质是影响电气性能和工艺的基本要素,常见的质量问题一般有:缺针.平整度不合格.保持力不够.塑胶达不到耐温标准等。
今天,清风就和大家细讲一下几个问题点的细节。1.缺针 排针排母在生产过程中,需要经过组装工序经常会有缺针现象。怎么保证不良品不流入客户端,是厂内品质重点管控的因素之一。尽管每款产品都有全检但靠工人目测,不免看多了会视觉疲劳。一般厂家在机器上都加了主动检测缺Pin针的设备,保证缺Pin产品会被筛选出来,机器加人员的管控才是良品率提升的一大途径。
2.平整度不合格 电路板端焊接,SMT贴片是必不可少的工艺之一,排针排母卷带包装,自动贴片来提升生产效率降低人工成本。那么在选用SMT的产品最担心的问题就是平整度,一旦出现不良,则产品会虚焊不导通。返修.补焊的工艺繁琐并增加了成本。
怎么管控平整度,保证产品稳定呢?
1.机器.治具筛选 做管控治具将平整度调至8-10S,当产品顺利通过治具入管,则平整度为合格,当产品卡住不通过则平整度就未到达要求,放入不良品区,待查验返修。2.仪器二次检测 关于无法完成主动机检测又不通过治具的产品,用CCD检测平整度分析,检测完平整度主动进入载带包装环节。
3.保持力不够
保持力是排针排母性能测试不容忽视的问题,但往往会因此形成严重质量事故。例如,排母胶芯和端子之间的保持力不够,在焊接PCB时不容易发现,一旦焊接结束在和排针对插时,保持力不够则会导致排针会将排母的胶芯全体带出来,只留排母端子在PCB板上。这种批量的不良,将会给企业带来严重的经济损失。
在此环节中,看轩业是如何管控的?端子或胶芯生产出来后会首先进行实配,测试保持力.插拔力是否在合理范围类,合格后方可入库。在产线拼装时,分别在首件.巡检.制品抽检三个环节进行严格的保持力和插拔力实验,并做好详细的数据记录,层层检测适配后达到标准才方可出货。
4.塑胶高温 目前排针排母,常用的塑胶原料有,PBT,PA6T,PA9T,LCP几种。 其间PBT只合适过波峰焊,PA6T,PA9T,LCP三种既能够过波峰焊,也能够过回流焊。 贴片的产品一定是过回流焊的,所以在客户询样时一定要了解客户的加工工艺。即便是用了耐高温原料,也会存在胶芯过炉时变形,起泡的问题,这是为什么呢?
原因之一,PA6T,PA9T以及LCP料在出产出来后贮存两三个月不使用,材料受潮会导致焊接时过炉起泡变形。所以,塑胶原料贮存1~3个月未用的情况下,需要重新烘烤和通过回流焊检测,确认是否会变形.起泡,合格后方可正常发料生产。

