131 1300 0010
弯曲工序:
把板料、型材、管材等的构件弯成一定曲率、一定形状的零件的冲压工序称为弯曲。
通常在压力机上弯曲、折板机上弯曲、卷板机上滚弯,还可拉弯、手工弯曲等。
利用折边、弯曲增大惯性矩、截面模量使其刚性提高,就是轻型化设计的好途径。
在弯曲零件的构形时,必须注意零件在模具内的放置方法。
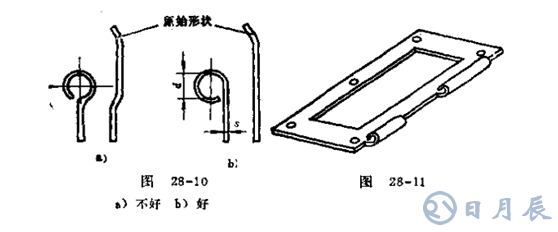
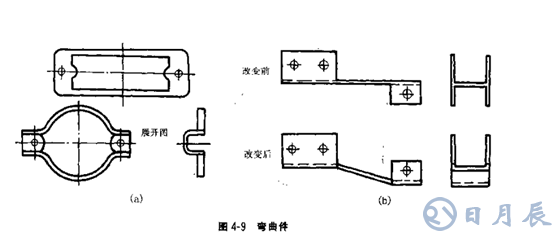
若在弯曲全长上作180°的变形是很困难得,尤其是硬料时完全无法办到。因此弯折时要预先在拐弯处留一小开口。
在弯制U形件时。其长边不能选得太小。
弯曲半径应按材料牌号、硬度计厚度进行选择。对薄的材料,弯曲较容易,弯曲半径可定小些,由于回弹力较小,可得到较大的坚固度。
在弯形时,工件的毛面应尽可能朝弯曲的受压方向,以免使毛口受拉力而撕裂。
在对称的零件上,为了防止弯形时防错工位,可预设一对称的定位孔。
在U形工件上,两弯形边必须尽可能等长,以免弯曲时产生向一边移位。如不允许,则可设一工艺孔来定位。
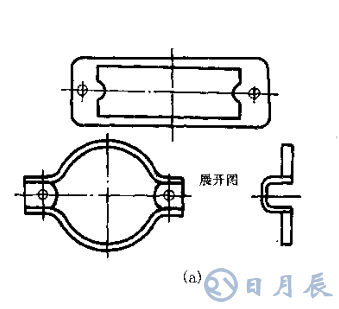
滚卷边是一种特殊的弯形。卷孔内径大小随卷边工件的材料厚薄而定,厚的其内径应取大写,一般取内径d≥1.5t板厚即可。卷边的中心线设在金属片中心上是不必要的。若将金属片平面设在其圆柱体相切位置处,则制造较为经济,如下图b所示。
弯曲工艺要求设计的结构遵守弯曲变形规律、弯曲最小半径、回弹、弯曲最小边长、弯曲工艺孔或工艺槽、孔边距、弯曲加工程序、弯曲尺寸标注以及弯曲精度等,有时还要计算坯料估计设备等。
弯曲变形的特点:
板料弯曲,通常弯曲变形区变薄。B/t
棒料弯曲,r≥1.5d时,弯曲横截面基本不变;r<1.5d时,弯曲变形区发生畸变,中性层系数x有变化。(具体参数查相关手册)
管料弯曲,通常外壁变薄,内壁变厚,并且由圆形变成椭圆形。
弯曲件的圆角半径应大于材料的最小弯曲半径。为得到更小的弯曲半径,可采用弯曲内侧开槽后弯曲的方法或多次弯曲方法。
弯曲工艺孔或槽:
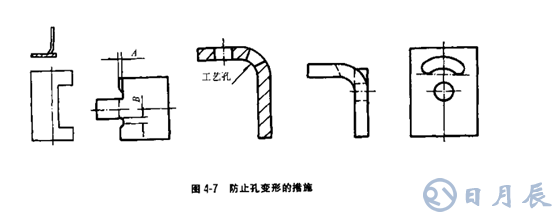
弯曲件弯曲线与外缘重叠时,为了避免角部畸变或弯裂,应先冲工艺孔或槽。工艺孔d≥t(d为工艺孔直径,t为板厚);槽深A>R(弯曲半径),而B>t(板厚)。
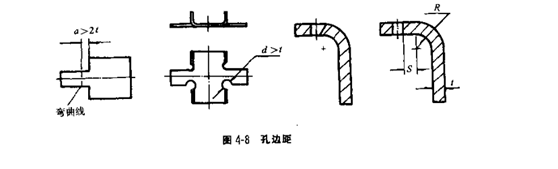
孔边距:弯曲件上的孔应避开弯曲变形区。如一定要靠近时,应增加工艺孔后再弯曲。
弯曲件上的孔,分先冲后弯曲和先弯曲后冲。有的弯后不好冲。先冲后弯的孔离边不能太近,避免孔变形,可能的话可加冲工艺孔或槽,或者孔的边缘距弯曲中心,s≥t,t大,s相应大一些。t
弯曲件外形设计:
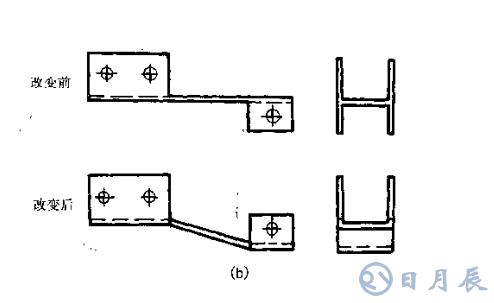
外形适合弯曲工艺是大家容易理解的。工艺性好但不一定成本低。如下图a所示,落料、弯曲、再切除,要三个模。如果切成条料弯曲,会更省。如图b,把弯曲方向改为一致,模具结构简单,更便于制造。认证分析一下,不改的则省材料,落料模、弯曲模都小,只多了调头翻转弯曲,但需操作两次。
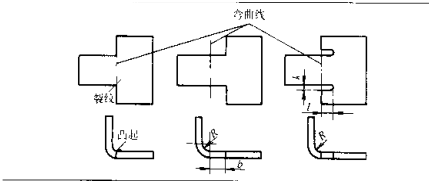
弯曲宽窄不同部分的零件时应注意弯曲线的位置。否则会在宽边上产生凸起或裂纹。可将弯曲线移出一个距离或冲切工艺缺口。
弯曲件的直边高度应大于两倍的材料厚度。若要求弯曲件的直边平直,则其直边高度H(不含折弯半径段)应大于两倍的材料厚度,最好H>3t,若H<2t,则须预先压槽。
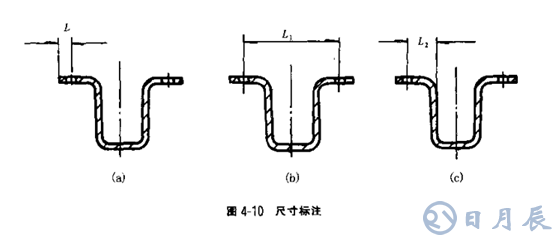
尺寸标注:
孔的位置尺寸,如图a标注所示,其加工工艺是落料、冲孔后弯曲,这样加工简单,但孔位精度低。如图b、c标注所示,其工艺是落料、弯曲后冲孔或同时冲孔,模具复杂,但精度高。所以,尺寸标注与工艺、精度、成本有关,值得设计师思考。
弯曲精度:
弯曲件精度不高,因为有板厚偏差、回弹等多种影响,所以尺寸精度是IT12~IT16级。

